 Sword making, an ancient craft, involves highly detailed metalworking techniques that remain in practice today. Explore the fascinating journey of creating these historic weapons.
National Geographic/Getty Images
Sword making, an ancient craft, involves highly detailed metalworking techniques that remain in practice today. Explore the fascinating journey of creating these historic weapons.
National Geographic/Getty ImagesThe word sword instantly conjures visions of iconic characters: English knights, Roman gladiators, Japanese ninjas, or Viking warriors. These figures are often imagined as larger-than-life, their gleaming swords cutting through the air with precision. The sword captivates us like no other weapon, often admired for its beauty. Indeed, many swords are exquisite pieces of art, crafted by skilled artisans.
The cost varies widely. Swords range from affordable, mass-produced replicas starting at $50 to meticulously hand-forged masterpieces priced at $35,000 or higher!
 Photo courtesy Don Fogg Knives A traditional Japanese katana.
Photo courtesy Don Fogg Knives A traditional Japanese katana.At its core, a sword is a sharpened metal blade, typically measuring between 24 and 48 inches (61 to 122 cm) in length, featuring a handle ( hilt) on one end and tapering to a point on the other. In this article, discover the intricacies of sword crafting through contemporary techniques, including the essential steps involved:
- Deciding on a design
- Choosing the raw material
- Forging and shaping the blade
- Normalizing and annealing the steel
- Creating the edge
- Tempering the steel
- Attaching the guard, hilt, and pommel
This article delves into the fundamentals of modern sword crafting. Throughout history, various techniques have been employed, with significant differences between swords crafted by bladesmiths from different eras and regions. For instance, the process of forging a Japanese sword differs greatly from that of a European sword. This piece offers a glimpse into the captivating art of bladesmithing.
Let’s begin by examining the components of a sword.
Gratitude
Special thanks to Don Fogg from Don Fogg Knives, Adrian Ko, the editor-in-chief of Sword Forum International, and Tommy McNabb, president of the North Carolina Knifemakers Guild.
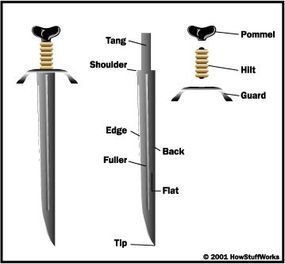
Sword Components
Below are the primary components of a sword:
A sword consists of four fundamental parts:
Blade - The steel portion that defines the sword. A standard blade is divided into six key sections:
- Edge - The sharp part of the blade. Swords can have one or two edges. For instance, a Japanese katana features a single edge, while a Scottish claymore is sharpened on both sides.
- Tip - The farthest end of the sword from the hilt. Most blades narrow to a point, though some remain straight until the very end. Certain swords, like the U.S. Civil War saber, have a curved design along their length.
- Back - The side of the blade opposite the edge. Double-edged swords lack this feature.
- Flat - The broad surfaces of the blade.
- Fuller - Often referred to as the blood groove or gutter, this is a narrow channel running along much of the blade. Contrary to myth, it isn’t designed for blood flow but rather to reduce weight without compromising strength. Similar to an I-beam in skyscraper construction, it allows for a lighter blade while maintaining durability.
- Ricasso - Present on some swords, this is the unsharpened section near the guard. It was often used on heavier swords for a secondary grip.
- Tang - The part of the blade hidden within the hilt. A full tang matches the blade's width and extends through the pommel, while a partial tang is narrower and shorter. The tang's dimensions influence the sword's balance and handling.
Guard - A metal component that prevents an opponent's blade from sliding down onto your hand. Japanese sword guards also stop hands from slipping onto the blade, while European guards offer protection in close combat and aid in blade control. Guards vary from simple crosspieces to elaborate basket designs that encase the hand.
Hilt - The sword's handle, typically crafted from leather, wire, or wood. It is attached to the tang, offering a secure and comfortable grip.
Pommel - The end of the sword opposite the blade. Larger than the hilt, it prevents the sword from slipping out of the hand and acts as a counterbalance to the blade. It also secures the hilt to the tang and is sometimes forged as part of the blade.
Swords vary from purely functional to entirely ceremonial. Often, the guard, hilt, and pommel are intricately designed, making them the standout features that define the sword's individuality.
Part of History
Edged weapons have been integral to human history since the dawn of recorded time. Early humans even used sharpened stones as some of their first tools.
Swords and knives have been pivotal in every major civilization. Even in contemporary society, swords remain central to significant military and state ceremonies. Consider the U.S. Marine Corps commercials highlighting the Marine saber, or the knighting ceremonies conducted by the Queen of England, where a sword is used to bestow the honor.
The first swords were crafted from copper, a widely available metal. However, copper swords were soft and prone to dulling. Over time, bronze became the material of choice. Bronze, an alloy of copper and tin, is created by combining two or more base metals to produce a material with specific properties. Bronze offered a balance of hardness and durability, making it superior to pure copper.
- Stronger than copper
- More flexible than copper
- Maintains sharpness longer than copper
The introduction of iron led to the creation of superior swords. Iron ore, abundant in ancient times, contains iron bonded with oxygen. To extract pure iron, the oxygen must be removed. The earliest method for this process was using a bloomery.
In a bloomery, charcoal is burned alongside iron ore with ample oxygen (supplied by bellows or blowers). Charcoal, being nearly pure carbon, reacts with oxygen to form carbon dioxide and carbon monoxide, releasing significant heat. These compounds then react with the oxygen in the iron ore, leaving behind a porous mass known as a
Iron became the preferred material for swords and weapons, playing a crucial role in the rise of empires. Both iron and bronze tools and weapons dramatically shifted the balance of power during their respective eras, now referred to as the Iron Age and the Bronze Age.
Later, steel was developed. Steel is an alloy of iron ( ferrite) and a small percentage of carbon ( cementite), typically between 0.2% and 1.5%. Initially, steel was produced through cementation, where iron pieces were placed in a carbon-rich container and heated in a furnace for hours or even days. During this process, carbon migration occurred, with the iron absorbing carbon from the container, resulting in steel.
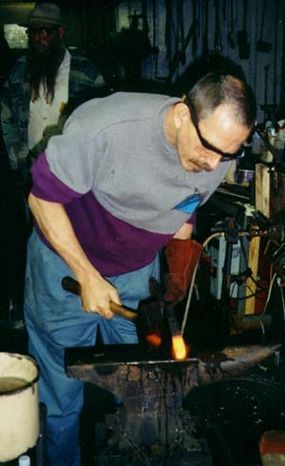 Photo courtesy Don Fogg Knives Don Fogg working at his forge
Photo courtesy Don Fogg Knives Don Fogg working at his forgeSteel offers several benefits compared to iron and bronze:
- It possesses exceptional hardness.
- When heat-treated correctly, it becomes highly flexible.
- It retains its sharpness for extended periods.
- It can be easily shaped and manipulated.
- It is more resistant to rust and corrosion than iron.
 Photo courtesy Don Fogg Knives A historically-inspired depiction of a Celtic sword
Photo courtesy Don Fogg Knives A historically-inspired depiction of a Celtic swordNearly all contemporary swords are crafted from some form of steel alloy. Modern steel often includes additional elements, which we'll explore later. First, let's discuss the essential tools required for sword making.
Setting Up Shop
Before a bladesmith (a craftsman specializing in swords, knives, and other edged tools) can forge a sword, they require the right workspace and tools. A bladesmith's workshop, known as a smithy, closely resembles a traditional blacksmith's forge. Due to the fumes and dust generated during smithing, proper ventilation is essential. The placement of the forge, anvil, and other equipment should minimize the distance the bladesmith needs to move heated steel.
The fundamental tools used by bladesmiths have remained largely unchanged for centuries. For many smiths, the most significant modernization comes after forging, with the use of power tools for grinding and polishing. Essential tools include:
Anvil - The iconic symbol of a smith, the anvil is the most recognizable piece of equipment. A standard anvil consists of the following parts:
- Base - The main body of the anvil, typically featuring mounting holes to secure it to a stable surface.
- Face - The top surface where most shaping occurs. It is hardened, smooth, and has slightly rounded edges to prevent damaging the steel. Photo courtesy Don Fogg Knives Notice the hardy and pritchel holes on the anvil's face.
- Pad - A small flat area between the face and the horn, used for chisel work to avoid damaging the anvil's face.
- Horn - The tapered front end, also called the bick, used for bending and curving steel.
- Hardy and pritchel holes - The hardy hole is a square socket for holding shaping tools, while the pritchel hole is round, allowing for punching or drilling holes into the steel.
Hammers - The hammer acts as an extension of the bladesmith's hand, essential for shaping the sword's basic form. Unlike standard hardware store hammers, those used by bladesmiths are crowned, meaning the edges of the hammer's head are rounded rather than squared. This design prevents sharp indentations in the steel during forging.
Hammers come in various sizes and serve different purposes:
- Ball, cross, and straight peen - Peen hammers feature a flat, crowned head on one side and a rounded (ball) or wedge-shaped (cross and straight) end on the other. The cross peen has a sideways wedge, while the straight peen's wedge aligns with the hammer. These hammers are primarily used for shaping.
- Sledge hammer and single jack - Sledge hammers are large and heavy, weighing up to 20 pounds, and are used for heavy-duty shaping, often requiring two people. One person holds the steel, while the other swings the hammer. The single jack is a smaller, one-person version.
- Set hammer and flatter - Both tools have broad, flat heads. The flatter is used to smooth and flatten steel, while the set hammer creates sharp corners and straight edges.
Tongs - Tongs are indispensable in a bladesmith's workshop. A smithy typically has multiple pairs, used for holding steel during shaping, placing it in the forge, retrieving it, and quenching it.
Shaping tools - Sometimes, the bladesmith requires specialized tools for tasks that are challenging with hammers alone. These tools are designed for precision and specific shaping needs.
- Hardies (bicks, fullers, and swages) - These tools fit into the hardy hole on the anvil. A bick is a rounded tool used for bending and curving steel, similar to a small horn. Fullers create grooves, which is why the groove in a sword is called a fuller. Swages shape steel into specific forms like triangles, squares, or hexagons.
- Chisels - As the name suggests, chisels are used to cut or carve into the steel.
- Punches and drifts - Punches are used to create holes in the steel, while drifts expand existing holes. The pritchel hole in the anvil provides space for the punch or drift to pass through the steel.
Forge - The tools mentioned above shape the steel once it's heated, and a forge is required to achieve this heat. Forges come in three main types: coal, gas, and electric. Most bladesmiths use one of these as their primary forge. The heating time and temperature vary based on the steel type and the bladesmith's technique.
Quench tank - A large metal container filled with oil, the quench tank is used to submerge the steel after shaping. The oil enhances the steel's hardening process.
Slack tub - This is a simple barrel or container of water used to cool down the steel and tools.
Additional tools - Most bladesmiths equip their smithy with some or all of the tools listed above. Additionally, standard tools like screwdrivers, saws, pliers, and wrenches are essential for various tasks.
- Files - Used to remove rough edges and burrs, ensuring a smooth finish.
- Vise - Holds pieces securely in place while the bladesmith works on them.
- Hydraulic press - Used for initial shaping by flattening the steel.
- Torch - Helps in cutting and rough shaping of the steel.
- Grinder - Versatile tool used for shaping and pre-polishing tasks.
- Buffer - Polishes the finished blade to a high shine.
- Drill press - Creates precise holes in the steel.
 Photo courtesy Don Fogg Knives A hydraulic press constructed by Tommy McNabb
Photo courtesy Don Fogg Knives A hydraulic press constructed by Tommy McNabbWith the tools ready, the bladesmith must decide on the design and the type of steel to use...
Making the Grade
The choice of steel alloy for a sword depends on the bladesmith's experience and the desired blade characteristics. Typically, a form of carbon steel is used. A specific amount of carbon is essential to provide the necessary hardness for a sharp edge, but excessive carbon reduces flexibility, making the blade brittle and prone to breaking.
Jim Hrisoulas, author of "The Complete Bladesmith," suggests using steel with a carbon content of approximately 60 to 70 points. In steel terminology, each point represents 0.01 percent of the total carbon composition. Thus, a 70-point rating indicates 0.7 percent carbon. Don Fogg, for instance, uses 1086 steel (0.86 percent carbon) to achieve exceptional results. However, a higher carbon rating doesn't always guarantee superior steel. Proper heat-treating can produce blades that are both hard and durable.
 Photo courtesy Don Fogg Knives The ideal carbon rating for sword steel ranges between 60 and 70 points.
Photo courtesy Don Fogg Knives The ideal carbon rating for sword steel ranges between 60 and 70 points.Most steel alloys contain one or more of the following elements, each offering specific benefits (and some drawbacks). While these are the most common, other elements may also be present in an alloy.
- Chromium - Enhances hardness; common in stainless-steel alloys; may cause cracking during forging.
- Tungsten - Ensures a sharp, durable edge; challenging to forge.
- Manganese - Increases strength during heat treatment.
- Molybdenum - Maintains hardness at high temperatures; difficult to forge in large amounts.
- Nickel - Adds strength without increasing hardness; found in higher concentrations in stainless-steel alloys.
- Silicon - Improves flexibility and hardness; can enhance the alloy's conductivity.
Before selecting a metal, the bladesmith designs the blade and identifies its key characteristics. For instance, a rapier requires flexibility, while a broadsword demands hardness and strength. The bladesmith also chooses the blade-making method, which influences the choice of metals, especially stainless steel. Stainless steel is challenging to forge and temper, but it can be shaped using the stock removal process, where a steel bar is cut and ground into the desired shape. Most bladesmiths prefer forging for its flexibility in crafting custom swords, a process that involves heating and hammering the metal into shape.
Forged swords can be made from a single metal or a blend of metals. The simplest and most common approach uses a single steel alloy for the blade. Designs are often engraved or etched into the steel to mimic the intricate patterns of pattern-welded or Damascus blades.
Pattern welding, also known as laminate steel or pattern-welded Damascus steel (see below), involves combining two or more metals during forging. Typically, layers of steel alloy are alternated with softer metals like nickel. These layers are repeatedly folded, which helps remove impurities and significantly increases the number of layers. For example, starting with three layers of nickel between four layers of steel, a single fold results in 14 layers. A second fold creates 28 layers, and a third fold produces 56 layers!
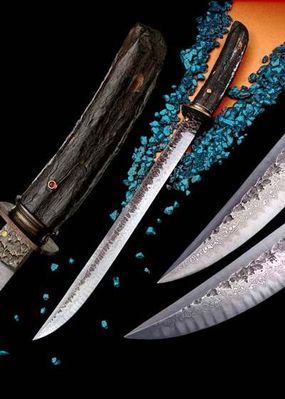 Photo courtesy Don Fogg Knives A pattern-welded Damascus blade crafted by master bladesmith Don Fogg
Photo courtesy Don Fogg Knives A pattern-welded Damascus blade crafted by master bladesmith Don FoggAs folding continues, the softer metal welds or bonds the steel layers into a unified piece. The softer layers enhance flexibility without compromising the steel's hardness, essential for the cutting edge. After completion, the blade undergoes an acid wash to highlight the contrast between the metals. The resulting patterns are not only intricate but also add remarkable beauty to the blade.
Damascus Steel
A technique thought to be lost for centuries, true Damascus steel is often mistaken for pattern-welded steel. Even today, many sword makers and sellers incorrectly label pattern-welded blades as Damascus steel.
 Photo courtesy Don Fogg Knives Close-up of a feather pattern in a Damascus blade
Photo courtesy Don Fogg Knives Close-up of a feather pattern in a Damascus bladeJ. D. Verhoeven, A. H. Pendray, and W. E. Dauksch published a groundbreaking article in the September 1998 issue of the Journal of Metallurgy, revolutionizing the sword-making world. They claim that true Damascus steel is wootz steel, a high-carbon steel originating from India. When forged, the carbon in wootz steel forms distinct bands, creating a striking contrast when polished and etched. Bladesmiths found that manipulating the blade's angle relative to these carbon bands allowed for intricate and beautiful patterns.
Just Beat It
The bladesmith's forge is essentially a high-temperature oven. While traditional bladesmiths often use coal forges, many prefer gas or electric alternatives. Regardless of the type, the goal remains the same: to heat the steel to the ideal temperature for shaping the sword.
 Photo courtesy Don Fogg Knives Don Fogg working at his forge
Photo courtesy Don Fogg Knives Don Fogg working at his forgeSteel turns red hot between 1200 to 1500 degrees Fahrenheit (649 to 816 degrees Celsius) and glows orange at approximately 1800 F (982 C). Most steel alloys should be worked within this temperature range. If the steel is cooler and appears bluish, it may shatter under hammering. On the other hand, steel should not exceed 1800 F (982 C) unless the alloy's guidelines specify otherwise.
Once the steel is heated, the initial step is drawing-out. This process involves elongating the steel and reducing its thickness, essentially flattening it into the basic shape of a sword. By hammering along one edge, the bladesmith can gradually curve the steel to form a curved blade.
 Photo courtesy Don Fogg Knives A student of Don Fogg drawing out the steel
Photo courtesy Don Fogg Knives A student of Don Fogg drawing out the steelNext, the bladesmith starts tapering the blade to form the tip and tang. This is done by hammering at an angle, starting at the desired taper point and continuing to the blade's end. Tapering often creates a bulge in the blade's thickness, which must then be drawn out. Once the tang is complete, the bladesmith typically uses a tap and die set to thread the tang's end, allowing the pommel to screw on securely.
The bladesmith works on the blade section by section, heating each part (typically 6 to 8 inches, or 15.24 to 20.32 cm) until it glows red hot and then shaping it with hammers and other tools. The blade is repeatedly flipped during hammering to ensure both sides are evenly shaped.
During forging, the bladesmith often normalizes the steel. This involves reheating the steel in the forge and letting it cool naturally. Normalizing smooths the steel's grain (crystalline structure). Each time the smith heats and works a section, the grain changes along with the shape. Heating to the austenizing temperature allows the iron and carbon molecules to mix. After removal from the forge, air cooling reduces stress from irregularities and ensures a uniform grain throughout the blade.
Before grinding and polishing, the blade undergoes annealing. While similar to normalizing, annealing has a distinct purpose. The steel is heated to austenizing temperature and then cooled very slowly, often using insulating materials to prevent rapid cooling.
Annealing can take several hours to over a day. Its goal is to soften the steel, making it easier to grind or cut. Once annealing is complete, the bladesmith begins grinding the blade.
 Photo courtesy Don Fogg Knives A student of master bladesmith Don Fogg filing a sword blade
Photo courtesy Don Fogg Knives A student of master bladesmith Don Fogg filing a sword bladeCutting to the Chase
With the blade annealed, the bladesmith can now engrave designs and refine the edge and tip. A belt grinder is commonly used to shape the edge, though some bladesmiths opt for files.
At this stage, the steel is too soft to hold an edge, so it must undergo heat treatment to harden. The blade is heated to the austenization point, ensuring even heating. While many bladesmiths use a forge for this, others prefer a salt bath.
In a salt bath, the salts are heated to the required temperature, and the blade is submerged for a specific duration. The salts liquefy at a lower temperature than the steel's requirement but remain liquid beyond that point, creating an ideal heating environment. Similar to boiling water, the salts ensure the steel is heated evenly and thoroughly.
 Photo courtesy Don Fogg Knives A salt bath used by Don Fogg
Photo courtesy Don Fogg Knives A salt bath used by Don FoggAfter the blade is taken out of the forge or salt bath, it should be quickly transferred to the quench tank. The oil inside the quench tank ensures the steel cools down swiftly and uniformly. Uneven cooling can lead to the blade warping or cracking. Additionally, the blade must remain in the oil for the right duration—neither too short nor too long. Both errors can damage the blade. The quenching time depends on factors like the steel type, the quenching medium, and the blade's thickness. Experienced bladesmiths often rely on their intuition and expertise to determine the optimal quenching time. This process locks cementite within ferrite, forming a tough steel known as martensite.
Once the steel has been hardened, the next step is tempering. Tempering involves reheating the blade, but not to the austenization point. The temperature used is much lower and varies depending on the steel type. The blade is held at this temperature for a specific period before being quenched again. Bladesmiths typically repeat this process multiple times to achieve the desired hardness. The goal is to make the metal hard enough to hold an edge while avoiding brittleness, which could lead to chipping or cracking.
 Photo courtesy Don Fogg Knives: A sword being coated with clay
Photo courtesy Don Fogg Knives: A sword being coated with clayA popular heat treatment technique, especially among Japanese sword makers, involves applying a wet clay mixture to the blade, leaving only the edge exposed. As the blade heats up, the clay dries and hardens, retaining heat and slowing the cooling process. Some bladesmiths add thicker clay ridges across the blade to further delay cooling in specific areas. This method ensures those sections remain slightly softer, enhancing flexibility while keeping the edge hard and sharp.
Finishing Touches
After the blade undergoes tempering, the bladesmith proceeds to assemble the remaining components of the sword. Typically, the guard and pommel are crafted by the smith concurrently with the blade. The guard is either welded onto the blade or fitted snugly against the shoulders, secured firmly by the hilt.
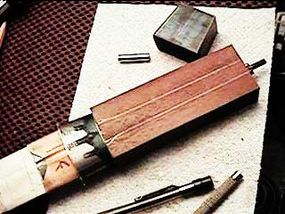 Photo courtesy Don Fogg Knives: A wooden block is prepared for use as a hilt.
Photo courtesy Don Fogg Knives: A wooden block is prepared for use as a hilt. Photo courtesy Don Fogg Knives: The completed hilt
Photo courtesy Don Fogg Knives: The completed hiltThe hilt can be crafted from a variety of materials, including:
- Wood
- Metal
- Wire
- Bone
- Leather
- Plastic
The hilt is typically slid over the tang, settling at the blade's shoulder on a sword. (For knives, hilts are usually riveted or glued in place.) It is secured by the pommel, which either screws onto the tang's end or is slipped over it, with the tang's tip flattened to lock the pommel in position. Some swords feature a pommel and guard forged as a single piece with the blade.
 Photo courtesy Don Fogg Knives: Close-up of the guard on the blade from this page
Photo courtesy Don Fogg Knives: Close-up of the guard on the blade from this pageOnce the guard, hilt, and pommel are attached, the sword undergoes buffing and polishing. The blade is then sharpened using a whetstone. The final product stands as a tribute to the bladesmith's dedication and skill.